Mitsubishi三菱数控系统故障维修:由于数控机床的故障较为复杂,而数控系统的自诊断能力并不能对系统的所有部分进行检测,往往是一个报警号,说明故障原因很多,让人难以下手。下面介绍维护人员在生产实践中常用的故障处理方法。
Mitsubishi三菱数控系统故障维修方法:
1. 目检
目视检查法是维修人员根据故障发生时的光、声、味等各种异常现象的观察,确定故障范围。故障范围可以缩小到一个模块或一块电路板,然后才能排除。
2.初始化复位方法
一般情况下,瞬时故障引起的系统报警可以通过硬件复位或依次切换系统电源来清除。如果系统的工作存储区因停电、插入式电路板或电池欠压而出现混乱,则必须对系统进行初始化和清除。清除前应做好数据拷贝记录。如果初始化后仍不能排除故障,则应进行硬件诊断。
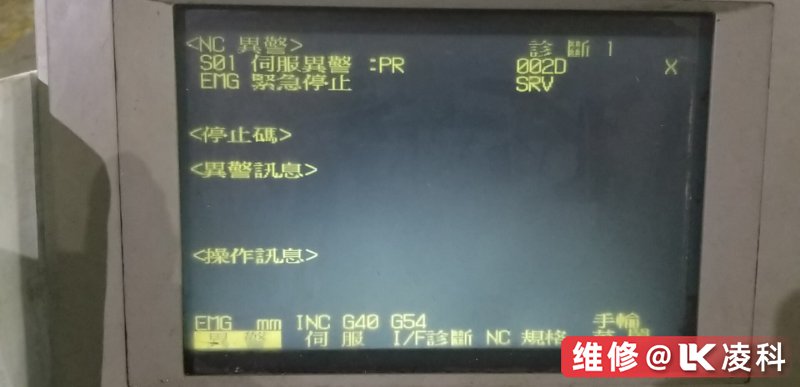
3.自我诊断
Mitsubishi三菱数控系统具有强大的自诊断功能,可随时监控数控系统软硬件工作状态。通过使用自诊断功能,可以显示系统与主机的接口信息状态,从而判断故障是发生在机械部分还是数控部分,并显示故障的一般部分(故障代码)。
4. 功能程序测试方法
功能程序测试方法是将Mitsubishi三菱数控系统的功能编写成功能测试程序,并存储在相应的介质上,如纸带、胶带等。在故障诊断中运行该程序可以快速确定故障的可能原因。功能程序测试法常用于以下场合: 机床加工因废品而无法确定是编程操作不当或数控系统故障引起的;当数控系统出现随机故障时,难以区分是外部干扰还是系统稳定性差;闲置时间长的数控机床在投入使用或定期检修时。
5. 备件更换
更换好备件的电路板,即维修人员分析故障的一般原因后,可以使用备用的印刷电路板、集成电路芯片或元器件更换有问题的部件,以减少故障范围到印刷电路板或芯片的水平。并做相应的初始化启动,使机器迅速投入正常运行。
对于现代CNC的维修,越来越多的案例采用这种方法进行诊断,然后用备件更换损坏的模块,使系统正常工作,尽可能缩短停机时间。
(1)使用此方法时,必须在断电状态下进行,并仔细检查电路板的版本、型号、各种标记和跳线是否相同。如果不一致,则无法更换。拆除电线时应做标记和记录。
(2)一般不要轻易更换CPU板、内存板和电池,否则可能造成程序和机器参数丢失,从而扩大故障。
6. 参数检查方法
系统参数是确定系统功能的基础。错误的参数设置可能会导致系统故障或功能无效。出现故障时,应及时检查系统参数。参数一般存储在磁泡存储器或mosram中,需要电池进行维护。一旦电池电量不足或受外界干扰等因素影响,个别参数会丢失或改变,造成混乱,使机床无法正常工作。这时可以通过检查和修正参数来排除故障。

Mitsubishi三菱数控系统故障维修原理分析:
根据数控系统的组成原理,可以对各点的逻辑电平和特征参数进行逻辑分析,如电压值、波形等,通过仪器测量、分析和比较,确定故障部位。除了上述常见的故障检测方法外,还可以采用插板法、电压拔出法和开环检测法。总之,可以根据不同的故障现象,同时选用几种方法,灵活应用,综合分析,逐步缩小故障范围,快速排除故障。机床故障的原因有很多。对于较复杂的故障,需要综合运用多种方法,才能正确判断故障原因,诊断故障的具体部位,以便及时解决故障,减少Mitsubishi三菱数控机床的损失有效提高机床的使用效率。